Painting and Drying Spray Booths
In order to provide you to understand better;
- What a spray booth is,
- Why they are used,
- Air draft types, advantages and disadvantages, and
- Determining spray booth efficiency;
we would like to inform you on function and design of spray booth, from the beginning.
Introduction of Spray Booths
When spray guns began to be used in assembly lines, finishing times were decreased to just eight days. Afterwards, Dupont introduced nitrocellulose lacquer, which is derived from rich supply of 1st World War gun cotton. Advantage of this new unique lacquer was fast drying time which has never been before.
It is determined that to apply new material by a brush is almost impossible, however spray guns were transmitting the varnish confortably and fastly. Refinish processes were anyhow completed only in 3 days, and manual brushing replaced by paint spraying. It was a revolutionary automotive success.
This first spray gun had been followed by the products meeting needs of the finishing industry including exhaust enclosures, that we call now as spray booth. For specific production applications, it was advantageous for the companies making spray application systems to design and build their spraying equipments with overspray collection systems. It caused the constitution of technologies of spray booth design, such as water wash,downdraft airflow and many others.
"Air wash" is the term which describes today’s dry filter technology. Producers must comply with safety and health regulations today. Additionally, there have been important changes about finisher limitation for extraction to planet air. For nearly a century, spray booths have been critical to our hemisphere’s defence and protection. Not only here, they arised in every industry type all over the world.
Who needs a spray booth?
Does the mentioned finish or refinish process energy-efficient and meet the production standards and levels?
Or, is there sign of paint or coating overspray, and any odour indicating that paint and coatings evaporating?
Is the production time spent on re-do becouse of the dust or dirt contamination or rough maintenance, rather than meeting production timelines.
Some decisions must be taken, when initially decided to obtain a spray booth. Cost of a spray booth system and ultimately its final configuration is affected by, requirements such as size and portability of refinish object, material that spray booth made of, and air flow type needed to provide sufficient power. This three factor together determine the necessary investment.
Why to use a spray booth?
Most important reasons to use a spray booth are as following:
- To limit the application of a dangerous material in a limited controlled environment
- To prevent dangerous over spray and volatiles to escape from limits and cause a fire or explosion close to the operations.
- To control air/fuel mixture in order to prevent formation of a flammable mixture.
- To provide a clean environment to be used for painting.
Spray Booth Components
There are many common basic features of spray booth, either complicated or simple.
All spray booths, regardless of their application, have a working chamber, fresh air system and exhaust system.
Working Chamber
Becouse the working chamber ecloses the spray operation, it is large enough to contain the product and provide a room for painter to perform his job. Recommended working depth is usually 150 to 180 cm (5 to 6 feet) wider and deeper than the largest product to be coated. Other important items are lighting and how product will move through the booth.
Exhaust Chamber
In some spray booths exhaust chamber seems as a plenum behind the Exhaust Filtration and in general they have same width and height with Working depth. In this configuration, exhaust air moves paralel to the floor as it enter in exhaust filters. In booths with downdraft airflow, exhaust plenum is “pit, which draws overspray air down through filters and than channels underground to be recycled. These exhaust systems include fans with sufficient power to move air through the system. Exhaust fan is mounted in the exhaust unit.
How booths work
Spray booths are designed to collect particulate emissions. Filtration media,such as filter pads or water, and moving air, are the primary tools in this collection. Coating material applied by a spray gun or similar device, with human or robotic assistance. The airstream moving through the booth collects the solids and transports them to the filtration medium. Three elements - force and direction of the air, the efficiency of the filtration, and the characteristics of the coating equipment — determine the overall efficiency of the coating operation, and the quality of the finish.
Crossdraft and Horizontal Flow
When classified by draft method, in the simplest configuration of all, in order to pull in air at one end of the booth from the shop or plant area immediately surrounding the spray booth, a crossdraft or horizontal flow spray booth uses its powerful exhaust fan. Before entering the working chamber, the air may pass through a filter door, enter the working chamber unfiltered through an open face, or be pushed in through a pressurized input plenum. The air flows parallel to the floor and passes through the working chamber and picks up the particulate. Then air passes through a filter group to capture the particulate, and is then 100% exhausted through ducting directly into the atmosphere. The majority of booths are designed as crossdraft.
Additionally in this air draft, it is most difficult to reach a perfect finish.
Semi-Downdraft
The semi-downdraft booth is a combination of features of both cross- and downdraft booths. It is called semi-downdraft becouse of the method of inputting the air to the booth. At the first 25 to 30% of booth length, air is introduced to the booth through the ceiling. This input air may be introduced depending on the suction of the exhaust fan or it can be pressurized . Best results are obtained when air make-up used and booth positively pressurized. As exhaust fan continues to pull the air through the working chamber, the air changes directions and become parallel with the floor. Then air is drawn through the exhaust chamber at the back of booth and extracted to the atmosphere through ducting.
Downdraft side exhaust
Air is pulled into a downdraft side exhaust configuration through a ceiling plenum. The air passes through the working chamber parallel to the walls and perpendicular to the floor. When the air reaches the floor it is pulled into and through floor level filtered exhaust plenums down each side of the booth and out into the atmosphere through ducting. Pits or elevated platforms are not required for this booth.
Downdraft airflow is the best choice for a perfect finish.
Downdraft
In the downdraft booth, the air flow moves down from overhead towards the building floor. Usually there is a sunken pit to accept either dry filter or water wash exhaust on the building floor. A bar-type grating is placed over the pit opening. The booth can also be placed on an elevated platform in order to avoid pit construction. The top of booth may be open or enclosed with a filter input plenum. There are input plenums with filter at the overhead of most downdraft booths. A booth with a filter plenum is normally used together with a heated air make-up unit. This is considered as mandatory for a clean paint job .
During the spray cycle, fresh air is pulled into the air system, heated to 21°C, then filtered and 100% exhausted.
During the cure cycle, once the air has passed through the working chamber, 90% of the air is pulled through filters and back to the air make up unit. It is combined with 10% fresh air there, heated again and returned to the working chamber. The 10% air not returned to the air make up unit is filtered and exhausted directly into the atmosphere through ducting. Importance of a recirculating system is that, the working air is used over before loosing its heat, so resources are preserved. Because the captured particulates are rapidly removed from the worker zone, downdraft airflow is considered to be safer than other airflow patterns. Downdraft airflow is the best choice for a perfect finish.
Improper Operation of the Spray Booth System may cause the following dangers:
· Danger of fire or explosion becouse of :
- The chemical imbalance in the working area during the painting phase due to not turning the unit on, operating in the wrong phase, or clogging of the filters.
- When enough particulate accumulates in the booth, there is a danger of spontaneous combustion.
- due to inadequate, or total lack of ventilation during the operating phases of the booth (painting -flash-off -bake)
- due to an improperly operating burner.
· Atmospheric imbalance in the environment caused by the solids emission and particles of the unintended painting substance due to the insufficient operation of the exhaust paint arrestor filters.
· An excessive buildup of overspray on the floor, in the ductwork, the heating system, or the pit, should be prevented. It could ignite spontaneously or from some equipment malfunction types.
Following actions are impermissible in the spray booth:
· Preparing, mixing and storing solvents.
· Storing paint or solvent containers, objects which are stained with paint or solvents such as overalls.
· Wearing overalls or other clothing which are stained with paint or solvents.
· Smoking.
· Using tools which produce a particulate spray, which makes sparks such as grinding or welding.
· Applying coating with the booth in operation and with a spray device not approved.
· Using any electrical devices.
· Storing or consuming food and beverages.
· Storing dangerous articles such as spray cans.
Following precautions have to be taken in the booth
· Filters must be replace as soon as necessary. Excessive clogging of the filters will cause a decrease in the airflow, which allows particulate to harden and drop on the painted surface, and resulting a dimple effect in the finish.
· Regularly clean and make maintenance on blower, heat exchanger, burner, dampers, and all control devices, which can wear easily.
· Clean all ductwork when necessary .
· All accessories used and related with the paint spray booth, such as air compressors, air dryers, breathable air systems, etc., must be designed for use with spray booth systems and maintained according to manufacturer instructions.
Heating the Booth
Work compartment of a spray booth is required to be maintained at a minimum temperature of 20° C. To meet this regulation, it is mandatory that fresh air unit to be used during the winter months in most areas.
Many coatings require a curing period with increased heat after application to reach their final finished state, and this heat is applied through a heater or burner unit.
Heater Types
The world of process heaters has been divided into two categories,
Indirect-fired and direct-fired.
Indirect-fired units are used in situations where direct flame contact with the process material is not wanted because of the problems of contamination and ignition of the material. Direct-fired units are used where such problems are not a factor. Emissions from indirect-fired units consist entirely of products of combustion, including those of incomplete combustion. On the other hand, emissions from direct-fired units consist both of products of combustion along with emissions of the process material. Thus, emissions to the atmosphere from indirect-fired process heaters are generic to the used fuel and are common across a wide range of industrial sources while those from direct-fired units are unique to the given process and may vary widely both within a given industrial process (if the process material is changed) and between industrial sources (where widely varying process materials may be handled)
Many imported spray booths use indirect-fired burners. This is because the booth and all its components are being manufactured in an area where there is no vast natural gas network. Instead, the primary fuel is oil. With oil, the only choice is indirect-fired.
How Indirect-Fired Units Work
 
In an indirect fired configuration the burner is fired through a tube or a tube type heat exchanger. The recirculation air is passed over the heat exchanger, raised to the desired set point and delivered to the process airstream. The heat exchanger which is made of stainless steel alloys, requires an exhaust system classified for high temperature. Steam can be used as a heat source for low temperature operations. The steam is laid in pipes through a heat exchanger similar to a radiator, and recirculated air passes through the coil and is delivered to the load. Temperatures will reach about ( 160°C) depending on the pressure of the steam . Steam is a favourable choise when there are explosion possibilities. Additionally steam is energy efficient.
The heat exchanger must be brought up to temperature before it will heat the air passing over it. For that period of time the system will be delivering cold air into the space. After the burner is turned off, the heat exchanger must have some time to cool down. This will result in temperature swings over and under the target temperature.
How Direct-Fired Units Work
Direct-fired gas heating is one of the simplest and most cost-effective methods for heating air. Outside air either filtered or not enters the unit. If desired, a quantity of returning room air can be added to this outside air in a balanced manner to assure a constant total airflow. This air then passes over a burner. The airflow pattern is closely controlled using profile plates, resulting in 100% efficient combustion. The air is directly heated by this clean, controlled gas flame and distributed into the working airstream using heavy duty centrifugal blowers. By carefully controlling the airflow pattern and volume, the system can provide complete, 100% combustion.
Complete combustion produces only water vapor and carbon dioxide (CO 2). Harmful combustion by-products are the result of incomplete combustion. Thus, you should buy from an established expert in gas heating technology. Some advantages of this configuration are better fuel efficiency, quick heat up rates, and cost. The disadvantage is that, combustion products mix freely with the load and given the makeup of the product, may pose a problem . Direct-fired systems are flexible units for space heating, make-up air, and ventilation applications. Direct firing eliminates the need for heat exchangers, and this results in 100% efficiency. All combustion products are introduced into the supply air stream at concentrations below regulation requirements. To operate this system is very cost effective, as natural gas is an abundant, clean and low cost fuel that is readily available.
How a Heater Typically Works
A curing paint booth provides basically two consecutive operating cycles:
1 - Spray Mode and Flash-Off
2 - Bake Mode and Cool Down
1 - SPRAY MODE
During the Spray Mode period the paint material is being sprayed onto the vehicle.
During this phase, correct air pressure and temperature for the painter must be ensured, as well as excellent air filtration for the paint application
The operator turns on the power and sets the appropriate switch on the control panel to "spray".
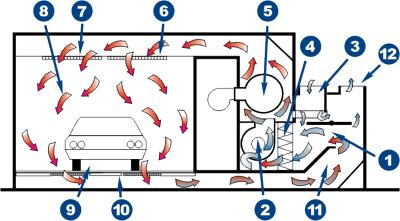
The spray cycle is as following: The damper (1) positions itself automatically to allow the intake blower assembly (2) to only draw in outside fresh air (3).
Then all the air passes through the pre-filter (4) then through the burner or around the heat exchanger (5). The outside air is heated to the preset temperature on the control panel and enters into the plenum (6) of the booth. Here, the air passes through the ceiling filters (7), enters the booth (8) and is evenly distributed throughout the booth cabin. The air is then exhausted beneath the floor (9) through the paint arrestor filters (10), where most of the overspray is removed. Then it enters the exhaust side of the mechanical unit (11) where it is expelled through the duct exhaust to the outside (12).
PHASE 1 - FLASH-OFF
The flash-off phase is the period between two applications of paint or between the last application and the bake cycle. This time is necessary to allow the paint to flow out and release solvents.
This phase may or may not be necessary, depending upon the type of paint and application method used. In each case the time setting will be determined by the painter and paint supplier.
The flash-off phase is identical to the spray mode, except for the possible change in air temperature supplied to the booth, thus:
During the spray and flash-off phases, the booth should be operating in the spray mode, with 100% fresh air. In order to avoid any possible build-up of solvents in the booth, which could reach levels of flammability and/or explosion, d o not turn off booth.
PHASE 2 - BAKE MODE
The bake mode is the period required for the curing of the paint applied to the vehicle.
During this phase, the control unit maintains temperature pre-selected by operator (up to 60 degrees C) and excellent filtration for proper results.
Nobody should enter the booth during the bake mode.
The operator sets the switch on the control panel to "bake." This automatically activates the bake timer which should have been set in advance with the correct cure time. The bake time counter will start as soon as the booth reaches the preset temperature for this phase.
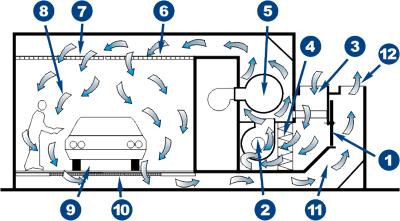
The operating cycle is as following: The damper (1) automatically positions itself to permit the intake blower assembly (2) to draw a portion (10 - 15%) of the air from the outside (3) and re-circulate the remaining (85-90%). Then all the air passes through the pre-filter (4) and around the burner or heat exchanger (5). It is heated to the preset temperature on the control panel and enters into the plenum (6) of the booth. Here the air passes through the ceiling filters (7), and then enters the booth (8) and is evenly distributed throughout the booth cabin.
Then air is exhausted beneath the floor (9) through the paint arrestor filters (10), then it enters the exhaust chamber (11) where 10-15% of the air is extracted outside (12) and the remaining 85-90% is re-circulated.
PHASE 2 - COOLING
The cooling phase is the period required to cool down the heating unit and the vehicle.
This phase starts automatically upon completion of the bake period. The length of this phase is preset and can be controlled via a thermostat. There is a sensor above the burner or heat exchanger and close to the connecting duct between the spray booth and the monoblock. If the thermostat temperature setting is too low, so that it is impossible for the outside air to cool it to the preset temperature, a preset timer will interrupt the cooling even though the preset temperature has not been reached.
This operating cycle is similar to the spray mode, in that the dampers automatically position themselves to draw 100% fresh air from the outside, like in the paint cycle.
Never turn off the power to the booth during the cooling cycle. It will stop the blower assembly, and so prevent the proper cooling of the combustion chamber. This could cause it to overheat and be damaged.
Power to the unit should be turned off only when the blower assembly is not in operation or when absolutely necessary.
Characteristics of Filtration
Selecting the wrong filter or selecting a filter only by price for a system, creates a continuous unfavourable reaction. Particulate from overspray escaping capture is passed to the next phase. In a downdraft unit, this results in earlier loading of the recirculation filters, and this affects the cure cycle and builts a potential failure of the system's integrity.
The filter design should hold both wet and dry particulate, becouse especially in downdraft systems, the largest portion of the overspray is dry when it reaches the filtration media.
Filtration, especially exhaust filtration, is critical to the performance of a system.
All filters are evaluated according to many criteria, including three main characteristics:
The ability of a filter to remove overspray and particulate.
The amount of particulate the filter will hold untill it’s replacement.
- Static Resistance to Airflow
When we check airflow, we check static pressure as a function of process and particulate amount captured by the filter used.
Filters are not reusable.
Life of the pre-filter may be shorter becouse of the following:
- Installation is located very close to a dirty environment, such as farm country harvesting or plowed fields, exhaust stacks of other processes near supply intake.
- Process introducing or generating contamination in the booth.
- Pit or return air ductwork is very dirty.
- Pit filters past their useful life.
- Return air dampers not closing properly. (Recirculating System)
Quotation From the Global Finishing Solutions Finishing Academy, www.finishingacademy.com, Copyright 2001-2004 Global Finishing Solutions.
For detailed information please visit: www.finishingacademy.com
Copyright © FIRAT |